
Applicazioni e Vantaggi della marcatura laser su vetro
Il vetro è un materiale di origine naturale, composto principalmente da silice (SiO2). È un solido amorfo e pertanto i suoi atomi sono rigidi come in un cristallo ma disordinati come in un liquido e pertanto, sono assimilabili a liquidi sottoraffreddati ad elevatissima viscosità.
La maggior parte dei vetri disponibili in commercio non è composta soltanto da silice; a questo materiale vengono aggiunti altri composti che modificano le proprietà del vetro e lo rendono adatto ai diversi utilizzi. L’aggiunta di sostanze alla composizione modifica però la “laserabilità” del materiale.
Il vetro industriale ha una struttura più uniforme e che pertanto si presta meglio a essere sottoposto a lavorazione laser. Il vetro artigianale invece si presta meno a essere lavorato con il laser. In questo caso proprio la lavorazione artigianale può determinare delle incoerenze nella composizione e nella struttura come ad esempio microfratture che, se sottoposte al calore generato dal laser, potrebbero spezzare il vetro.
Trasparenza, compattezza e omogeneità strutturale, totale inerzia chimica e biologica, impermeabilità ai liquidi, ai gas, ai vapori e ai microrganismi, inalterabilità nel tempo, sterilizzabilità e perfetta compatibilità ecologica grazie alla possibilità di riciclo per un numero infinito di volte. Queste le eccezionali caratteristiche intrinseche del vetro, interamente costituito da sostanze naturali.
Caratteristica del vetro è la sua scarsa sopportazione della dilatazione termica. Quando il vetro è sottoposto al laser si producono delle fratture a livello microscopico che hanno come risultato la realizzazione di una marcatura o di un taglio.
A seconda del tipo di vetro il processo di marcatura può avvenire in diversi modi.
- Vetro sodio-calcico:
Il vetro sodo-calcico è la tipologia di vetro più comune. Utilizzata la produzione di finestre, bottiglie, stoviglie in vetro e altri oggetti di uso comune, si presta bene alla lavorazione al laser.
Su questo tipo di vetro la marcatura si ottiene attraverso la generazione di migliaia di microfratture sulla superficie del vetro. Lo shock termico provoca la dilatazione del vetro che, essendo un materiale rigido, si frattura. Si ottiene così un segno opaco dall’aspetto satinato, abbastanza simile alle lavorazioni eseguite con i metodi tradizionali ma a costi molto più bassi.
Alcuni esempi di applicazione sono da ricercare nell’industria della decorazione (decorazione di bicchieri e stoviglie in vetro, di vetri per finestre, di vetri da interni in genere), nell’industria automobilistica (incisione di codici identificativi sui vetri delle automobili), nella produzione di vetreria da laboratorio (incisione di scale graduate).
- Vetro al quarzo
Il vetro al quarzo è ottenuto dalla fusione del quarzo anziché della silice. Le sue caratteristiche sono l’elevata resistenza alle temperature, l’ottima trasmissibilità ottica e l’elevata resistenza alla corrosione.
La lavorazione del vetro al quarzo tramite laser a CO2 avviene tramite fusione superficiale. La fusione del materiale modifica la struttura reticolare del vetro, cambiando la rifrazione della luce rispetto al resto della superficie, con conseguente riconoscibilità del segno.
- Vetro boro-silicato
Il vetro borosilicato, noto anche con il nome commerciale di Pyrex, è ottenuto aggiungendo alla silice minerali come il boro insieme ad altri composti. La reazione chimica che ne consegue produce un vetro dall’eccellente resistenza alla dilatazione termica. Per questo motivo è molto usato nella produzione di stoviglie e oggetti da forno. Il vetro borosilicato può essere sottoposto a marcatura tramite laser a CO2.
Vantaggi del laser sul vetro rispetto alle altre tecnologie:
L’incisione del vetro con il laser è un processo estremamente efficiente che si è dimostrato economicamente valido sia per piccole produzioni che per produzione in serie.
Un’incisione di questo tipo:
- è resistente all’usura, ma anche alla corrosione e al contatto con sostanze aggressive, come detergenti concentrati o acidi.
- I costi sono contenuti, perché non c’è materiale di consumo (spray, inchiostro, paste, ecc.).
- Velocità, anche nei cambi formato: puoi marcare prodotti diversi senza fermi macchina.
- Alta definizione, anche per marcature molto piccole.
Rispetto ad un processo quale la Sabbiatura su vetro o Incisione meccanica:
- L’incisione Laser non ha limitazioni di design: la sabbiatura è meno precisa rispetto all’incisione al laser e non può creare dettagli fini.
- È un processo più veloce: La sabbiatura richiede più tempo rispetto all’incisione al laser.
Tipologie di laser: UV, CO2 e Picosecondo
L’interazione tra i laser e il vetro è influenzata dalla lunghezza d’onda del laser e dalla durata dell’impulso. I laser a picosecondi sono ideali per applicazioni di alta precisione.
Laser a Picosecondi e Vetro
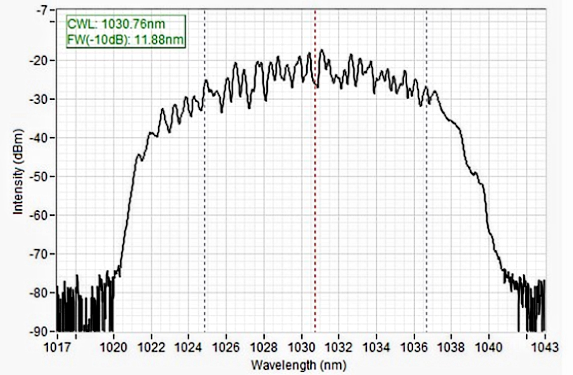
I laser a picosecondi generano impulsi laser estremamente brevi, con una durata dell’impulso nell’ordine dei picosecondi. Sono caratterizzati da una lunghezza d’onda di 1030 nm e una circolarità dello spot oltre il 96%. Ogni impulso ha durata cica di 1.9 ps e energia massima di 26.4 μJ. Nella modalità “burst” riesce a fornire impulsi ad elevatissima energia (oltre 230-250 μJ a 200kHz)
Quando questi impulsi colpiscono il vetro, l’energia concentrata in un periodo di tempo così breve crea un’interazione molto intensa con il materiale.
L’energia del laser è sufficiente a rompere i legami chimici nel vetro, creando piccole cavità o incisioni.
A differenza dei laser a lunghezze d’onda più lunghe, i laser a picosecondi generano un minimo riscaldamento del materiale circostante, poiché l’energia è concentrata in un breve istante temporale. Ciò riduce il rischio di danni termici al vetro, rendendo i laser a picosecondi ideali per applicazioni di marcatura e lavorazione di precisione.
Laser CO2 e Vetro
I laser CO2 emettono radiazioni a una lunghezza d’onda di 10600 nanometri e una circolarità di oltre il 90%, che è nella regione dell’infrarosso lontano. Quando questa radiazione colpisce il vetro, viene assorbita dal materiale, causando un riscaldamento della superficie.
L’interazione tra il laser CO2 e il vetro può comportare:
Fusione e Ablazione: A causa del riscaldamento, il vetro può fondersi o ablarsi dalla superficie. Questo rende i laser CO2 adatti per il taglio e l’incisione del vetro, ma può essere meno preciso rispetto ai laser a picosecondi in termini di dettagli di lavorazione.
Maggiore propagazione del calore: I laser CO2 generano una maggiore propagazione del calore nel materiale rispetto ai laser a picosecondi, il che può aumentare il rischio di creare fratture indesiderate o danni termici al vetro.
Laser UV e Vetro
I laser UV operano a lunghezze d’onda molto più corte, tipicamente tra 100 e 400 nm, circolarità oltre i 98%. Quando questa radiazione colpisce il vetro, può causare fenomeni di fotoablazione, simili a quelli dei laser a picosecondi, ma su scala più grossolana.
Prove sperimentali di confronto tra UV, PICO e CO2
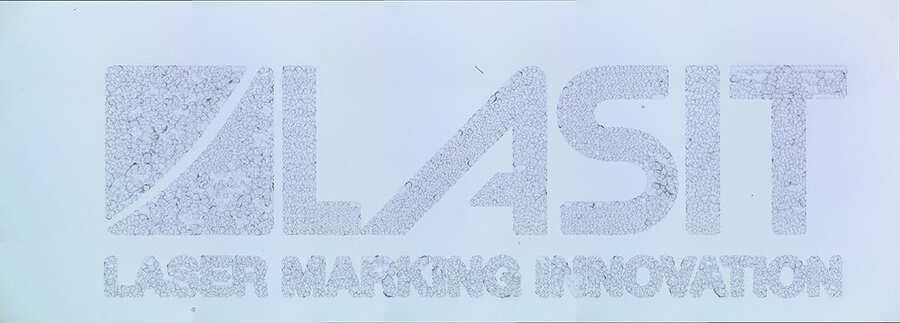
Le prove sono state realizzate andando a marcare su un vetro tradizionale lo stesso disegno (Logo Lasit) con i parametri di marcatura ottimali per ciascun sistema ottico/sorgente.
Le tipologie di sorgenti utilizzate sono: CO2, UV e Fibra (Pico con burst mode).
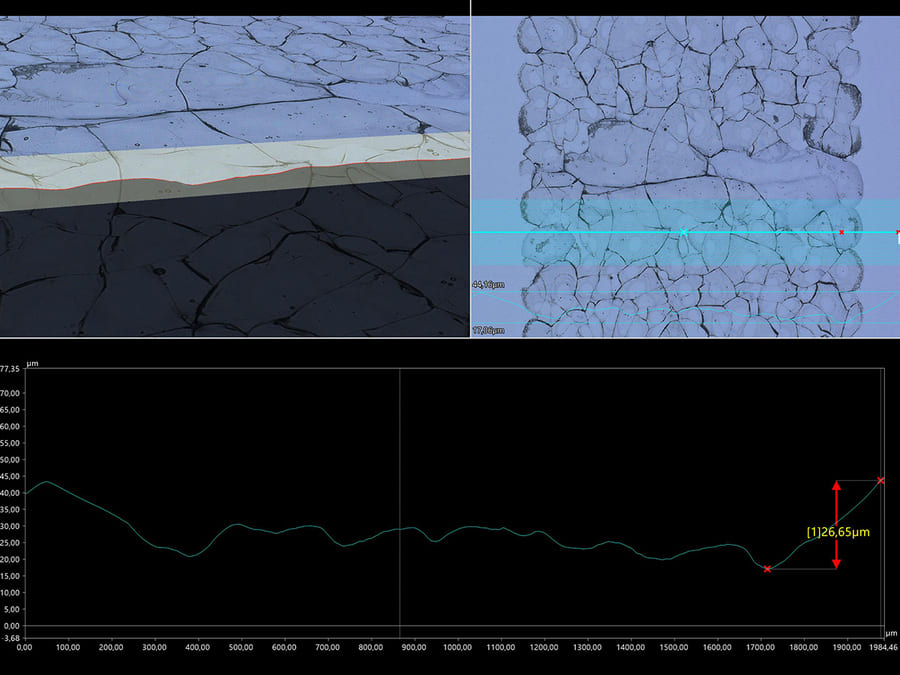
Le misure realizzate e le immagini catturate, sono state ottenute con l’utilizzo di un microscopio panfocale: 4k Microscope – VHX Series 7000, il quale consente di visualizzare il profilo tridimensionale della marcatura con livelli di zoom che vanno da un minimo di 20x ad un massimo di 2500x.
CO2 – Marcatura superficiale

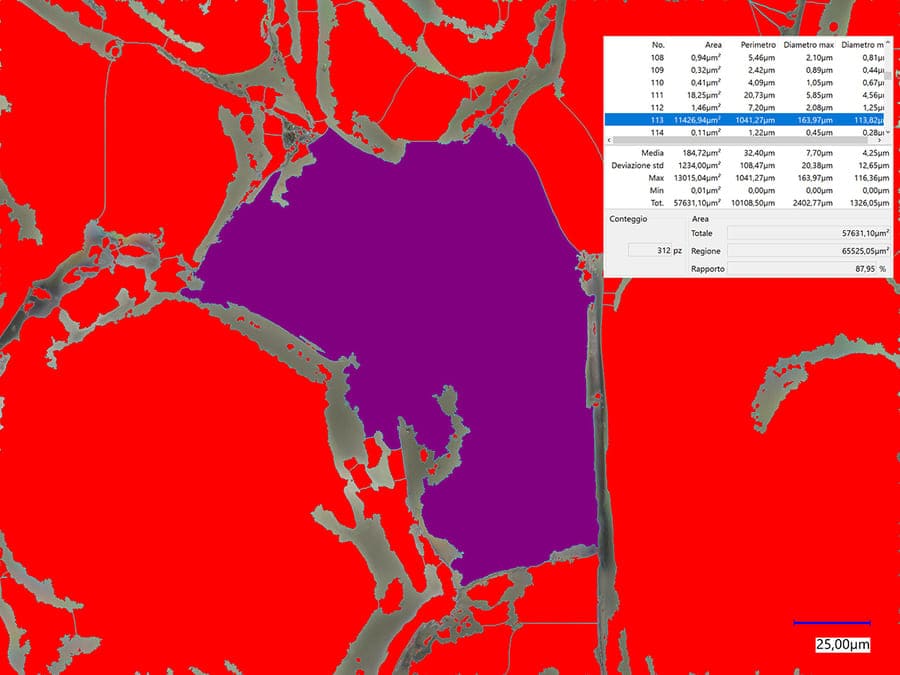
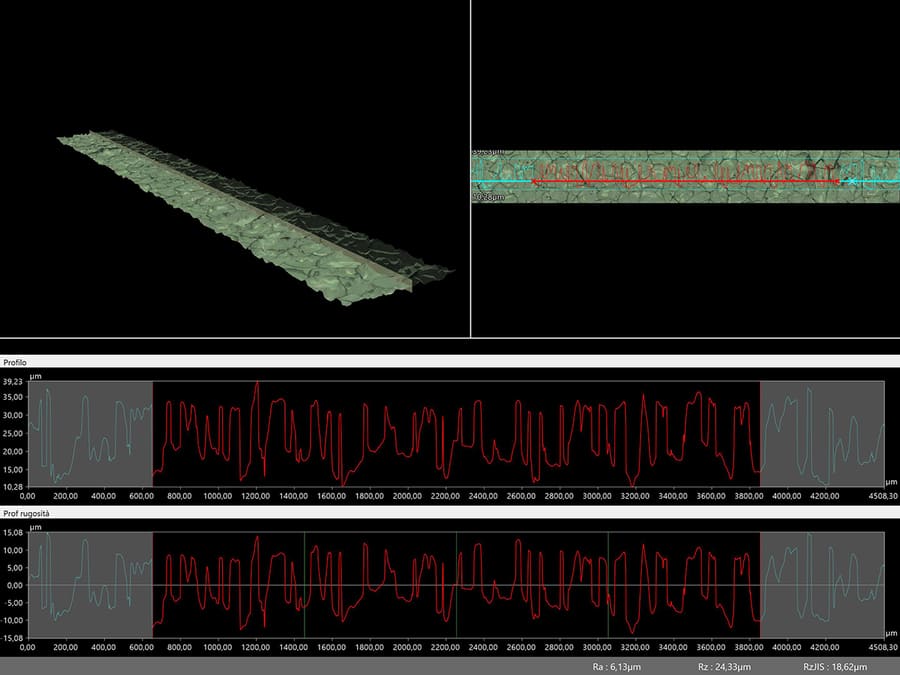
Descrizione risultati sperimentali CO2
Nel caso della sorgente CO2, si ottiene una marcatura caratterizzata in generale da una bassa definizione e alta rugosità (Ra=6um ed Rz=24um).
In particolare, si osserva che i dettagli dei tratti di dimensioni minori sono poco visibili, per cui questa tipologia di sorgente non è consigliata per la realizzazione di marcature aventi dettagli piccoli e minuziosi.
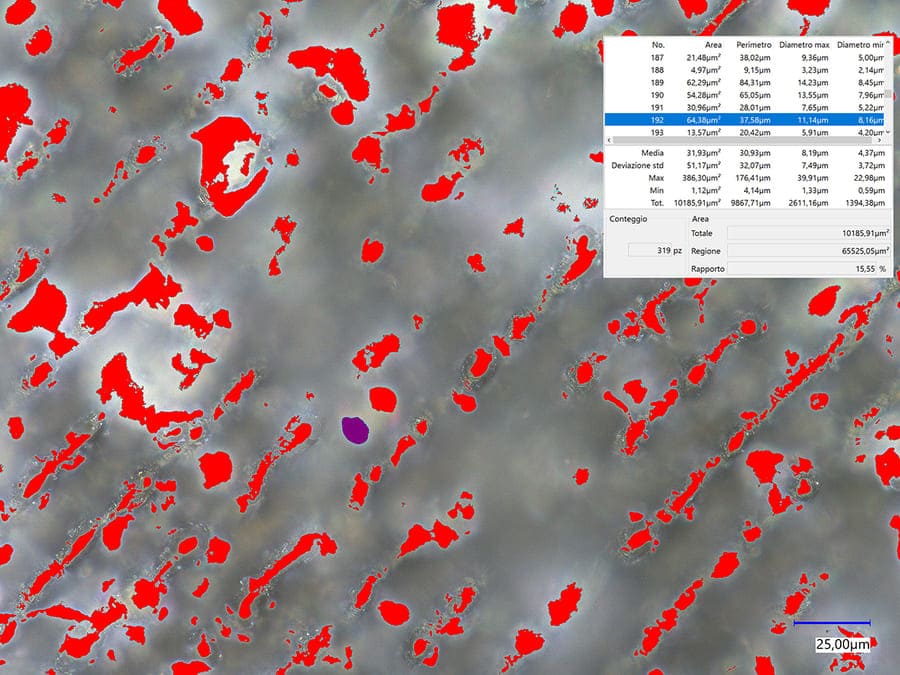
Questo risultato è causato da una maggiore dimensione dello spot del laser e dalla granulometria sulla superficie lavorata che presenta grani di grandi dimensioni (di circa 11500 um2).
Inoltre, proprio a causa delle ampie dimensioni di spot e grani, non è possibile realizzare marcature interne al materiale.
Tuttavia, questo tipo di marcatura ha il vantaggio di presentare: ampi campo di lavoro e profondità di campo e ridotto marking time.
| Proprietà | Risultato (1 è peggiore, 3 è migliore) |
| Definizione della marcatura | ☆ |
| Finitura superficiale | ☆ |
| Dimensione dello spot laser | ☆ |
| Dimensione dei grani | ☆ |
| Profondità di campo | ☆ ☆ ☆ |
| Dimensione del Marking Plane | ☆ ☆ ☆ |
| Marking Time | ☆ ☆ ☆ |
| Marcatura bianca interna al materiale | NO |
| Marcatura scura interna al materiale | NO |
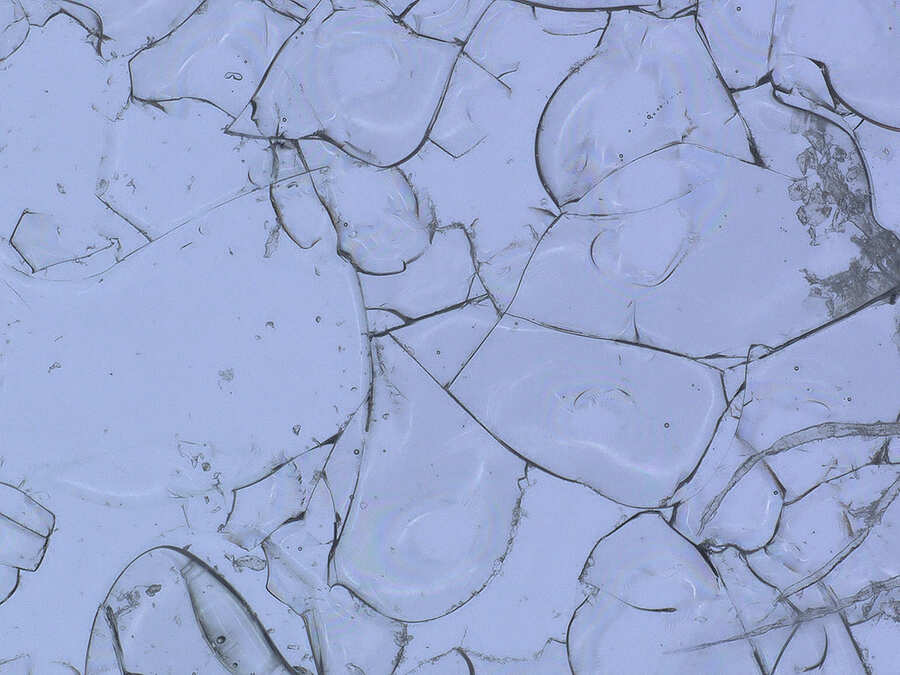
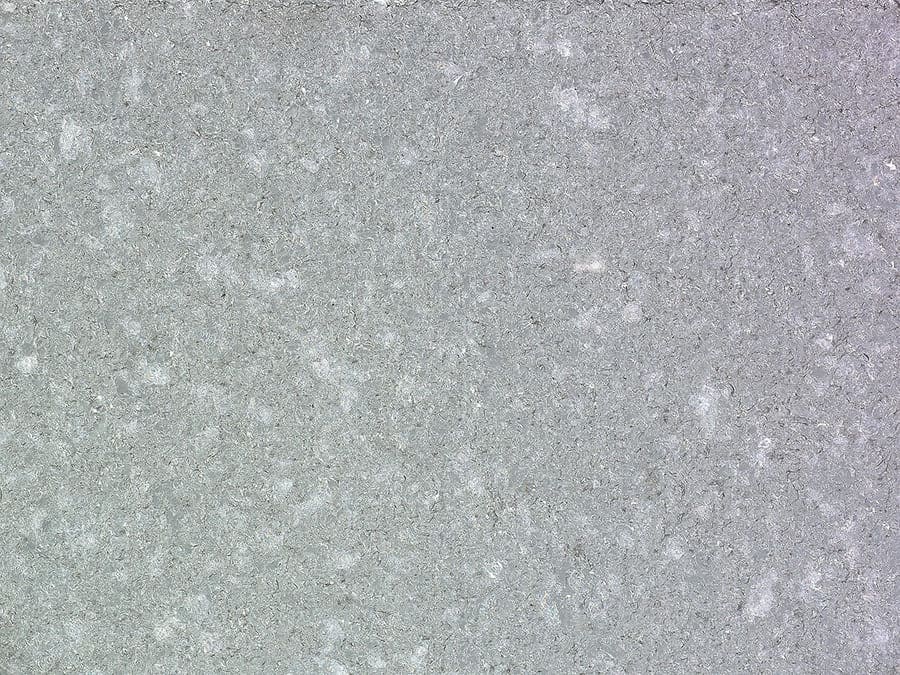
UV – Marcatura superficiale


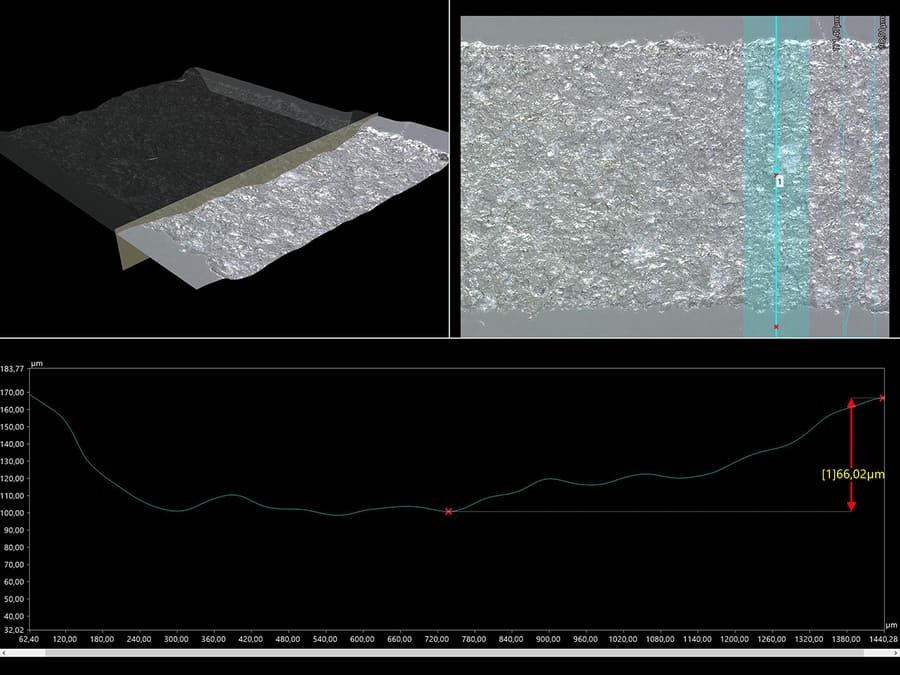
Marcatura interna


Descrizione risultati sperimentali UV
Nel caso della sorgente UV, si ottiene una marcatura caratterizzata in generale da una buona definizione e alta rugosità (Ra=6um ed Rz=26um).
In particolare, si osserva che i dettagli dei tratti di dimensioni minori sono ben visibili, per cui questa tipologia di sorgente può essere utilizzata per la realizzazione di marcature aventi dettagli piccoli e minuziosi.
Questo risultato è reso possibile grazie ad una inferiore dimensione dello spot del laser e dalla uniformità della granulometria presente sulla superficie lavorata. Essendo elevata la reattività del materiale con questa tipologia della sorgente, si osserva in genere una maggiore profondità del profilo marcato (nei test fino a 66um). Inoltre, con questa tipologia di sorgente è possibile realizzare marcature interne al materiale, le quali risultano essere ben definite e uniformi. Questo tipo di marcatura ha in più il vantaggio di presentare: ampi campo di lavoro e profondità di campo.
| Proprietà | Risultato (1 è peggiore, 3 è migliore) |
| Definizione della marcatura | ☆☆ |
| Finitura superficiale | ☆ |
| Dimensione dello spot laser | ☆ |
| Dimensione dei grani | ☆☆ |
| Profondità di campo | ☆ ☆ ☆ |
| Dimensione del Marking Plane | ☆ ☆ ☆ |
| Marking Time | ☆ ☆ |
| Marcatura bianca interna al materiale | ☆ ☆ |
| Marcatura scura interna al materiale | NO |
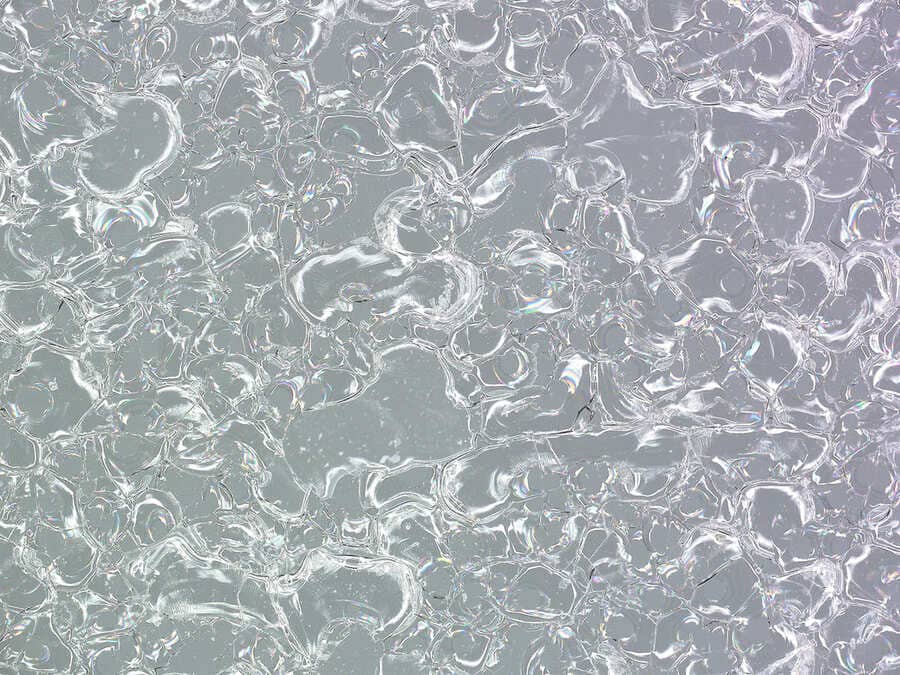
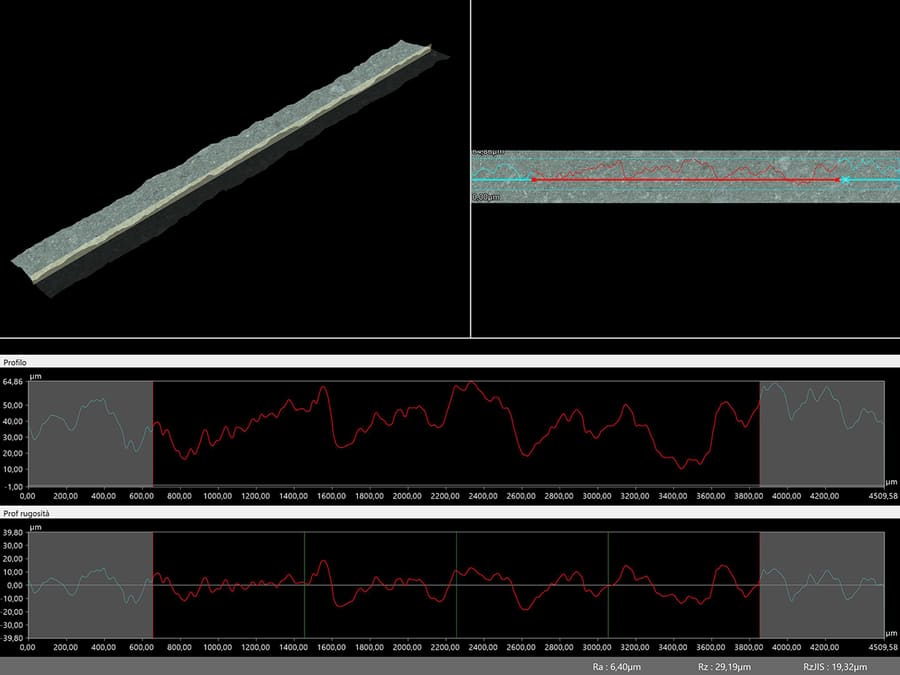
PICO – Marcatura superficiale







Descrizione risultati sperimentali PICO BURST
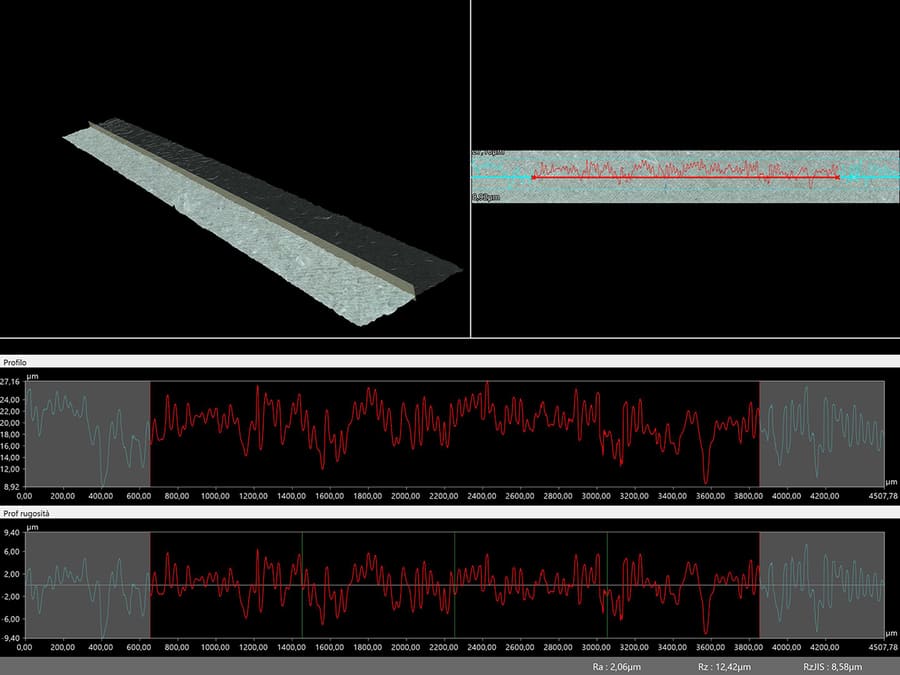
Nel caso della sorgente Fibra con impulsi al picosecondo, si ottiene una marcatura caratterizzata in generale da una alta definizione e bassa rugosità (Ra=2um ed Rz=12um).
In particolare, si osserva che i dettagli dei tratti di dimensioni minori sono ottimamente visibili, per cui questa tipologia di sorgente è consigliata per la realizzazione di marcature aventi dettagli piccoli e minuziosi.
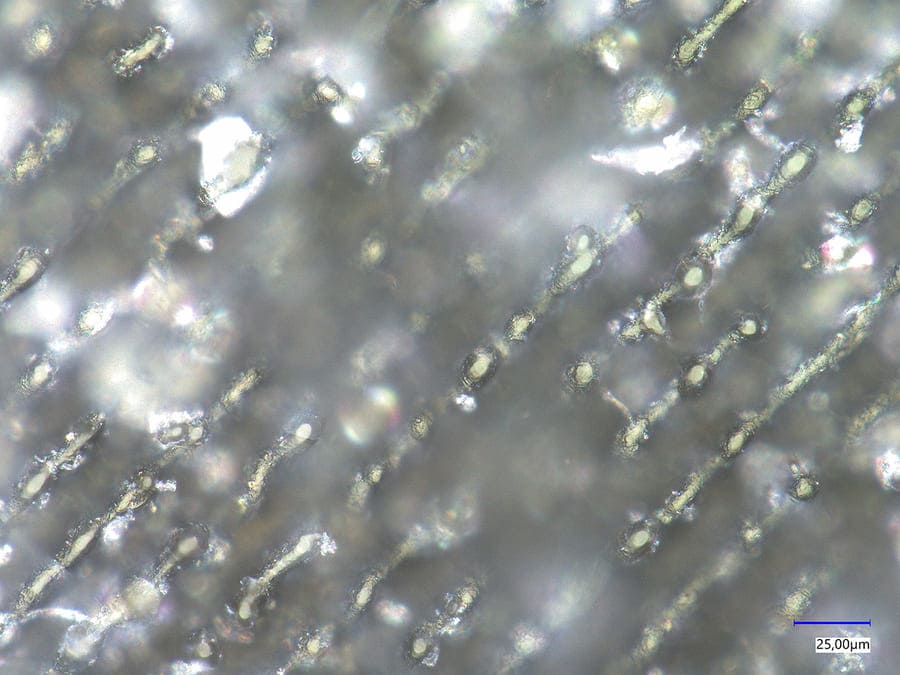
Questo risultato è reso possibile grazie ad una bassa dimensione dello spot del laser, dal basso tempo di contatto con il materiale e dalla uniformità della granulometria presente sulla superficie lavorata, le cui dimensioni si attestano attorno ai 60 um2.
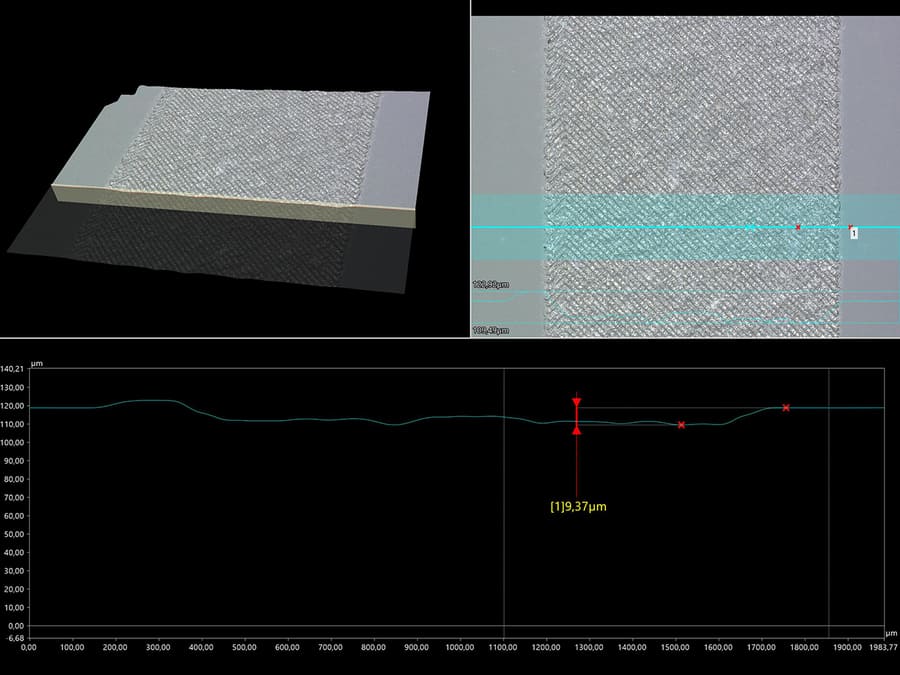
Essendo l’impulso dell’ordine dei picosecondi, tutta l’energia è utilizzata per lavorare la superficie, limitando le dissipazioni in calore all’interno del materiale. Per questo motivo, la profondità del profilo è bassa (10um), limitandosi alla superficie lavorata.
Inoltre, grazie alla funzionalità bust di cui questa tipologia di sorgente è dotata, è possibile realizzare marcature interne al materiale in due tonalità cromatiche (chiara e scura), le quali risultano essere in entrambi i casi ben definite e uniformi.
Inoltre il tipo di marcatura ha lo svantaggio di presentare ridotti campo di lavoro e profondità di campo.
| Proprietà | Risultato (1 è peggiore, 3 è migliore) |
| Definizione della marcatura | ☆ ☆ ☆ |
| Finitura superficiale | ☆ ☆ ☆ |
| Dimensione dello spot laser | ☆ ☆ ☆ |
| Dimensione dei grani | ☆ ☆ ☆ |
| Profondità di campo | ☆ |
| Dimensione del Marking Plane | ☆ |
| Marking Time | ☆ ☆ |
| Marcatura bianca interna al materiale | ☆ ☆ ☆ |
| Marcatura scura interna al materiale | ☆ ☆ ☆ |
Risultati a confronto
| Proprietà | Risultati CO2 | Risultati UV | Risultato PICO |
| Qualità della marcatura | ☆ | ☆☆ | ☆ ☆ ☆ |
| Finitura superficiale | ☆ | ☆ | ☆ ☆ ☆ |
| Dimensione dello spot | ☆ | ☆ ☆ | ☆ ☆ ☆ |
| Dimensione dei grani | ☆ | ☆ ☆ | ☆ ☆ ☆ |
| Profondità di campo | ☆ ☆ | ☆ ☆ ☆ | ☆ |
| Dimensione del Marking Plane | ☆ ☆ | ☆ ☆ ☆ | ☆ |
| Marking Time | ☆ ☆ ☆ | ☆ ☆ | ☆ ☆ |
| Marcatura bianca interna al materiale | NO | ☆ ☆ | ☆ ☆ ☆ |
| Marcatura scura interna al materiale | NO | NO | ☆ ☆ ☆ |

